─·║├Ż¼ÜgėŁüĒĄĮ╠Kų▌ųąōPĖ▀Ęųūė▓─┴ŽėąŽ▐╣½╦ŠŻĪ
╣▄Ą└Č©Ž“Ń@┤®įĮė├Łhč§▓Ż┴¦õō╩®╣żšf├„Ģ°
żā░l▓╝ĢrķgŻ║2024-02-29 ”ü756╚╦┐┤▀^
Łhč§▓Ż┴¦õō▓╔ė├¼Fł÷╗“╣żÅSŅAųŲĘĮ╩ĮŻ¼Ž╚═Ļ│╔å╬╣▄═┐Ę¾Ż¼╣▄Ą└║ĖĮė║¾į┘▀Mąąča┐┌Ą─ū„śI│╠ą“Ż¼Å─Č°═Ļ│╔┤®įĮ╣▄Ą└Łhč§▓Ż┴¦õō═ŌūoīėĄ─š¹¾w░³Ė▓ĪŻ
Łhč§▓Ż┴¦õō╩®╣ż╣ż╦ć×ķ╚²▓╝╬Õė═Ż¼║±Č╚ūŅĄ═ę¬Ū¾Ęųäe×ķ1500umĪŻ
╚²▓╝╬Õė═╝┤×ķŁh觜õų¼Ż©▒ĒĖ╔Ż®+Łh觜õų¼+▓Ż┴¦▓╝+Łh觜õų¼+▓Ż┴¦▓╝+Łh觜õų¼+▓Ż┴¦▓╝+Łh觜õų¼ĪŻ
1.1 PE▒Ē├µ╠Ä└Ē
Łhč§▓Ż┴¦õō╩®╣ż╣ż╦ćĄ─ĻPµI³cį┌ė┌╚ń║╬╠ßĖ▀▓Ż┴¦õō═┐īė┼cPEų«ķgĄ─š│ĮėÅŖČ╚╝░┐╣╝¶ŪąÅŖČ╚Ż¼Ę└ų╣═┐īėį┌┤®įĮ▀^│╠ųą├ō┬õĪŻę“┤╦Ż¼╩®╣żPE▒Ē├µæ¬įōŪÕØŹĖ╔ā¶Ż¼¤o╬█╬’Īó¤o╬█╚ŠŻ¼▓ó▀Mąą└Ł├½║═╗赜O╗»╠Ä└ĒĪŻ
1.2 ╩®╣żŚl╝■
Łhč§▓Ż┴¦õō╩®╣żŁhŠ│£žČ╚▓╗Ą═ė┌10ĪµŻ©£žČ╚▀^Ą═ĢrąĶ▓╔╚Ī┤ļ╩®Ż®Ż¼ŽÓī”رČ╚▓╗┤¾ė┌80%ĪŻ
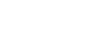
1.3Łhč§▓Ż┴¦õō▓╔ė├¼Fł÷å╬╣▄═┐Ę¾Ż¼╣▄Ą└║ĖĮė║¾į┘▀Mąąča┐┌╠ÄĄ─═┐Ė▓╩®╣żŻ¼Å─Č°═Ļ│╔┤®įĮ╣▄Ą└Łhč§▓Ż┴¦õō═ŌūoīėĄ─š¹¾w░³Ė▓ĪŻ
AĪó╣▄¾w▒Ē├µ╠Ä└Ē╝░┤ŅĮėīÆČ╚
═┐čbŪ░æ¬ī”╣żÅS└’ŅAųŲĄ─▓Ż┴¦õōĘ└Ė»īė▒Ē├µ▀MąąŅA╠Ä└ĒŻ¼▒ŻūCŲõ═Ļ║├ĪóŪÕØŹŻ¼▓╔ė├╗čµ║µ┴ŪĘ└Ė»īė▒Ē├µ│²Ø±Ż¼▒Ē├µ£žČ╚▀Ćæ¬ØMūŃ└Ł├½╠Ä└Ēę¬Ū¾Ż©Ą½▓╗æ¬│¼▀^80ĪµŻ®Ż¼ė├õō╦óī”Ę└Ė»īė▀MąąĮ╗▓µ└Ł├½Ż¼╔ŅČ╚┐žųŲį┌0.4~0.5mm×ķę╦ĪŻča┐┌Ą─▓Ż┴¦õōĘ└Ė»īė║═╣▄¾wĄ─▓Ż┴¦õōĘ└Ė»īė┤ŅĮė▓╗ę¬╔┘ė┌8cm,┤ŅĮė▓┐ĘųĄ─║±Č╚▓╗ę¬╔┘ė┌1.2mmĪŻča┐┌▓┐ĘųĄ─▓Ż┴¦õōĘ└Ė»īė║±Č╚▓╗ꬹĪė┌1.5mm.
BĪó═┐Ė▓Ė─ąį¤o╚▄䮣h觜õų¼═┐┴Ž+╩ų╣ż└p└@▓Ż┴¦└wŠS▓╝
īóĖ─ąį¤o╚▄䮣h觜õų¼═┐┴ŽĄ─AĪóBļpĮMĘ▌░┤▒╚└²╗ņ║ŽĪóöć░ĶŠ∙ä“Ż¼ų┴Š∙ę╗Ņü╔½ĪŻ╚╗║¾ė├ØL╦óį┌╣▄¾w▀MąąŠ∙ä“ØL╦óŻ¼┤²Łh觜õų¼─z▀_ĄĮ▒ĒĖ╔║¾Ż¼▀Mąą▓Ż┴¦└wŠS▓╝Ą─└p└@Ż¼╩╣Łh觜õų¼ŲßĮ■═Ė▓Ż┴¦└wŠS▓╝ĪŻ╩ų╣ż└p└@▓Ż┴¦└wŠS▓╝Ą─Š▀¾wū÷Ę©╚ńŽ┬Ż║ĄūīėŁh觜õų¼─z▒ĒĖ╔║¾Ż¼ķ_╩╝┬▌ą²└p└@░▓čb▓Ż┴¦└wŠS▓╝ĪŻ░▓čbĢrŻ¼īó▓Ż┴¦└wŠS▓╝ę╗Č╦ō╬ŲĮ┐ćŠoŻ¼Ž╚īóę╗Č╦┤ŅĮėį┌═┐╦óģ^Ż¼┬▌ą²└p└@Ż¼ŁhŽ“ØL╦óŻ¼▒ŻūC▓Ż┴¦└wŠS▓╝═Ļ╚½▒╗Łh觜õų¼─zØÖرŻ¼ø]ėą┬Č░ū┐š╣─¼FŽ¾Ż¼Ąū▓┐¤o┴„ÆņŻ╗Ė∙ō■Łhč§▓Ż┴¦õō╚²▓╝╬Õė═Ą─įOėŗ╣ż╦ćŻ¼ųžÅ═└p└@╚²Ą└▓Ż┴¦└wŠS▓╝ĪŻ
CĪó├µīėĖ─ąį¤o╚▄䮣h觜õų¼═┐┴Ž═┐Ę¾
▓Ż┴¦└wŠS▓╝└p└@═Ļ│╔║¾Ż¼į┌Ųõ▒Ē├µ═┐Ę¾ę╗īėŁhč§═┐┴ŽŻ¼ęį╠ßĖ▀Łhč§▓Ż┴¦õōĄ──═─źĪó─═äØé¹ąį─▄ĪŻ
DĪóŁhč§▓Ż┴¦õōš¹¾w╩®╣ż═Ļ«ģ
┤²Łhč§▓Ż┴¦õōĄ─╚²▓╝╬Õė═Ą─╣ż╦ć╚½▓┐═┐Ė▓═Ļ│╔║¾Ż¼Ė─ąį¤o╚▄䮣h觜õų¼═┐┴ŽąĶę¬ę╗Č©Ą─Ģrķg╣╠╗»Ż¼į┌╣╠╗»▀^│╠ųąŻ¼æ¬ų°ųžī”╣▄¾wĄū▓┐▀Mąą╠Ä└ĒŻ¼▒ŻūC╣╠╗»║¾Ąū▓┐¤o┴„ÆņŻ¼š¹¾wŲĮš¹Īó¤o┐š╣─Īó¤oĘ║░ūĪŻ
1.4 ╩®╣żūóęŌ╩┬ĒŚ
ó┘¼Fł÷£žČ╚▌^Ą═ĢrŻ¼▓Ż┴¦õōį┌┼õųŲŪ░┐╔īóAĮMĘų▀Mąą╝ė¤ßŻ¼Ą½╝ė¤ß£žČ╚▓╗æ¬│¼▀^30ĪµŻ©ā”┤µ£žČ╚╔ŽŽ▐Ż®Ż¼AĪóBĮMĘų╗ņ║Ž║¾æ¬ė├ļŖäė╣żŠ▀öć░Ķų┴Š∙ę╗Ņü╔½Ż¼▓Ż┴¦õō┼õųŲæ¬į┌├┐ę╗▓Į═┐Ę¾Ū░¼Fė├¼F┼õŻ╗
ó┌▓Ż┴¦õōį┌═┐Ę¾Ģrė╔ė┌ųž┴”įŁę“╚▌ęūį┌┴∙³c╬╗ų├«a╔·┴„ÆņŻ¼į┌═┐Ę¾ĢrėĶęįĻPūóŻ¼╝░Ģrī”įō╬╗ų├▀MąąØL╦ó╠Ä└ĒŻ¼▒▄├Ōį┌įō╬╗ų├│÷¼FÆņĄ╬ė░Ēæ═┐Ę¾ą¦╣¹Ż╗
ó█▓Ż┴¦└wŠS▓╝└p└@Ģræ¬ō╬ŲĮ┐ćŠoŻ¼ć└Ė±░┤šš╝╝ąg╬─╝■ę¬Ū¾┐žųŲē║▀ģ║═┤ŅĮėīÆČ╚Ż¼æ¬▒ŻūCā╔īė▓Ż┴¦▓╝Ą─┤ŅĮė╬╗ų├ŽÓ╗źÕeķ_Ż¼▒▄├ŌŠų▓┐▀^║±Ż╗
ó▄▓Ż┴¦õōį┌═┐čb║═╣╠╗»▀^│╠ųąæ¬ć└Ė±ū±čŁ╣ż│╠╝╝ąg╬─╝■║═«aŲĘšf├„Ģ°Ą─ę¬Ū¾Ż¼¼Fł÷ŁhŠ│£žČ╚▌^Ą═ĢrŻ¼╩®╣żĘĮæ¬▓╔╚Ī▒žę¬Ą─┤ļ╩®Ż¼┤_▒Ż▓Ż┴¦õōĄ─═┐čb║═╣╠╗»Łh╣Ø╦∙╠Ä£žČ╚Š∙į┌10Īµęį╔ŽŻ¼ęį▒ŻūC═┐īėąį─▄ĪŻ
ó▌ī”▓Ż┴¦õō▀Mąą│§▓ĮBūoŻ¼╝s░ļąĪĢr║¾╝┤┐╔ęŲų┴Būoģ^Ż¼ 3 ╠ņ║¾╝┤┐╔ČčĘ┼╗“░ß▀\ų┴╣▄Ą└ŠĆ┬Ę▀Mąą║ĖĮė░▓čbĪŻ¼Fł÷ča┐┌╩®╣żŁhč§▓Ż┴¦õō▒Żūoīė╩®╣ż═Ļ│╔║¾Ż¼╝s░ļéĆąĪĢr┐╔ęį▀m«ö╝ė¤ßŻ¼╝ė╦┘╣╠╗»│╔ą═Ż¼▒Ńė┌║¾└m┤®įĮ╩®╣żĪŻ
ą¦╣¹łD
ĮŁ╠K╩Ī╠Kų▌╩ąģŪĮŁģ^Ę┌║■ĮøØ·ķ_░lģ^
├Ō┘MĘ■䚤ߊƯ║18556788874 ļŖūėÓ]ŽõŻ║2622652832@qq.com

Æ▀┤aĻPūó╬óą┼

Æ▀┤a×gė[╩ųÖCšŠ




